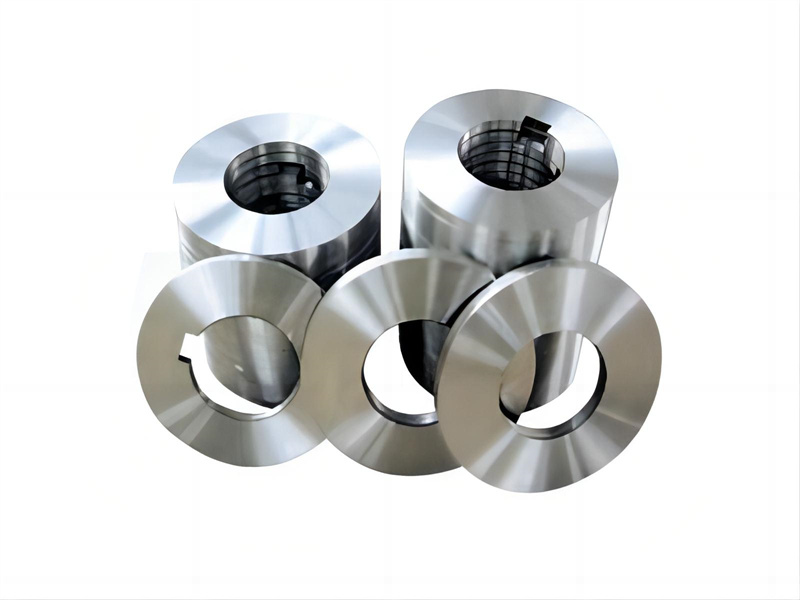

Диаметр и толщина дискового ножа:
Диаметр дискового ножа определяет угол резки, чем больше диаметр резки, тем меньше угол резки, тем меньше требуемая мощность электродвигателя, тем больше энергосбережение. Но при слишком большом диаметре жесткость дискового ножа ослабевает, что влияет на срок службы режущего диска. Толщина дискового ножа определяет прочность режущего диска, но слишком толстый режущий диск будет очень тяжелым, не только очень тяжелым в эксплуатации, но и высокой ценой, в то же время при разделки узкой полосы также ограничивается толщина режущего диска. Если режущий диск слишком тонкий, то стрела прогиба ножа недостаточен, в процессе резки зазор режущего диска довольно большой. Изменяются срезанные разрезы, форма, а режущий диск изнашивается относительно быстро. Дисковый нож является быстроизнашивающейся деталью дисковых ножниц, его точность обработки и твердость играют очень важную роль в его сроке службы. Согласно практическому опыту, точность толщины дискового ножа составляет 0,005 мм, точность плоскости составляет 0,025 мм, точность параллельности двух сторон составляет 0,005 мм. В процессе использования дискового ножа, из-за длительной борьбы с сжатием листового материала, в лезвии ножа могут появиться износ и тупой угол, на месте надреза появится металлический усталостный слой, для обеспечения качества резки, необходимо отшлифовать изношенный режущий диск. Дисковый нож играет очень важную роль для точности резки полосового проката для резки дисковых ножниц.
Осевой зазор дискового ножа:
Резервный размер осевого бокового зазора дискового ножа определяется в соответствии с толщиной и прочностью резки полосового проката. Как правило, соотношение зоны разрыва и зоны резки должно составлять примерно 2: 1. По цвету и шероховатости участка резки можно судить о целесообразности бокового зазора; Если участок гладкий и блестящий, это свидетельствует о том, что боковой зазор слишком мал; Если участок имеет свинцово-серый цвет, то боковой зазор немного меньше; Если сечение белое и слегка свинцово-серое, это указывает на то, что боковой зазор подходит; Если сечение белое, зернистое и шероховатое, это указывает на слишком большой боковой зазор. Если боковой зазор слишком велик, возникает заусенцы резки. Если боковой зазор слишком мал, это приведет к чрезмерной нагрузке дисковых ножниц, сильному износу режущего диска и короткому периоду использования. В процессе производства значение зазора на обеих сторонах дискового ножа должно быть максимально одинаковым. Так как на стороне с большим боковым зазором сдвиговое локальное углубление станет больше, чем на стороне с малым боковым зазором, полоса будет растягиваться, в результате чего возникнет серповидный изгиб резки. В частности, в стальных пластинах с малым отношением толщины листа к его ширине (узких стальных лентах) чаще возникает серповидный изгиб.
Величина совпадения:
Величина совпадения зависит от толщины полосы резки, как правило, при толщине ≤4 мм это положительное значение, а при толщине > 4 мм отрицательное значение, то есть пластинка резца находится в неперекрывающемся состоянии. Как правило, величина совпадения слишком велика, сила резки увеличивается, а после резки полосового проката сгибаются или даже застегиваются; Слишком малая величина совпадения приводит к невозможности резки полосового проката или к непрерывной резке.
Точность ножевого вала: Точность ножевого вала включает горизонтальное качание, вертикальное качание и осевое смещение ножевого вала. Обычно требуется точность горизонтального и вертикального колебания ножевого вала в пределах ± 0,005 мм. Точность осевого смещения должна быть в пределах ± 0,005мм. Точность ножевого вала играет очень важную роль для обеспечения стабильности бокового зазора режущего диска и отклонения режущего диска.